
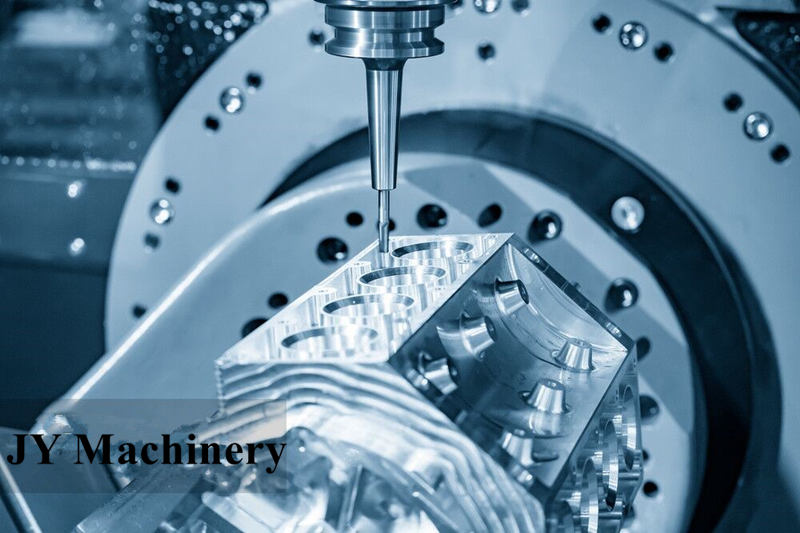
JY machinerie CNC services d'usinage d'aluminiumfournir vous soins complets que notre équipe analysera votre projetez soigneusement et traitez-le avec le processus le plus efficace d'aluminium usiné pour optimiser temps et coût
l'aluminium est le matériau le plus largement utilisé et appliqué parmi non ferreux métaux, et son champ d'application est toujours en expansion.
Le les avantages et les caractéristiques de l'aluminium sont les suivants:
les raisons de la déformation de cnc pièces en aluminium, qui sont liées au matériau, à la forme des pièces et aux conditions de production. il y a principalement les aspects suivants: déformation causée par une contrainte interne de l'ébauche, déformation causée par la force de coupe et la chaleur de coupe et la déformation causée par la force de serrage. JY machines vous présenteront comment pour éviter la déformation dans cnc usiné aluminium.
Le ajustements de la technologie pour réduire la déformation des pièces
1. réduire la contrainte interne du matériau en aluminium
Le vieillissement naturel ou artificiel et le traitement vibratoire peuvent éliminer partiellement la contrainte interne du flan. Pré-traitement est également une méthode efficace. Pour le grand blanc, Si la partie excédentaire du flan est prétraitée et la marge de chaque pièce est réduite, non seulement la déformation de traitement du processus suivant peut être réduite, mais aussi une partie de la contrainte interne peut être libérée après prétraitement pendant une période de temps.
2. améliorer la capacité de coupe de l'outil
Le le matériau et les paramètres géométriques de l'outil ont une influence importante sur la force et la chaleur de la coupe. Le la sélection correcte de l'outil est très importante pour réduire la déformation des pièces.
(1) choisissez raisonnablement la géométrie de l'outil paramètres.
(2) améliorer la structure de l'outil.

3. améliorer la méthode de serrage de la pièce
Pour à paroi mince pièces en aluminium avec mauvaise rigidité, les méthodes de serrage suivantes peuvent être utilisées pour réduire la déformation:
①Pour à paroi mince pièces de traversée, if a trois mâchoires auto-centrage un mandrin ou un mandrin à ressort est utilisé pour serrer de la direction radiale, une fois libérée après le traitement, la pièce à usiner sera inévitablement déformée. à ce temps, la méthode de pressage de la face d'extrémité axiale avec meilleure rigidité devrait être utilisé. À localiser le trou intérieur de la pièce, faire un mandrin fileté soi-même, le manchon dans le trou intérieur de la pièce, appuyez sur la face d'extrémité avec une plaque de recouvrement dessus, et le dos avec un écrou. Quand lors de l'usinage du cercle extérieur, la déformation de serrage peut être évitée, de sorte que une précision d'usinage satisfaisante peut être obtenue.
②Quand traitement à paroi mince et plaque mince pièces, il est préférable de choisir une ventouse à vide pour obtenir une force de serrage uniforme, puis de la traiter avec une plus petite quantité de coupe, qui peut bien empêcher la déformation de la pièce.
en outre, une méthode d'emballage peut également être utilisée. afin d'augmenter la rigidité du processus de à paroi mince pièces, des supports peuvent être remplis à l'intérieur de la pièce pour réduire la déformation de la pièce pendant serrage et coupe. Pour exemple, versez une fonte d'urée contenant 3 % à 6 % nitrate de potassium en la pièce, et après le traitement, plongez la pièce dans de l'eau ou de l'alcool pour dissoudre la charge et la verser
4. organisation raisonnable des procédures
Pendant coupe à grande vitesse, en raison de la grande surépaisseur d'usinage et de la coupe intermittente, le processus de fraisage produit souvent des vibrations, qui affecte la précision d'usinage et la rugosité de la surface. Par conséquent, le CNC le processus de coupe à grande vitesse peut généralement être divisé en: ébauche usinage-semi-finition usinage clair angle usinage-finition et autres procédés. Pour pièces avec exigences de haute précision, il est parfois nécessaire de réaliser des semi-finitions secondaires puis finition. après l'usinage grossier, les pièces peuvent être refroidies naturellement pour éliminer les contraintes internes causées par l'usinage grossier et réduire la déformation. Le marge laissée après usinage grossier devrait être plus grand que la quantité de déformation, généralement de 1 à 2 mm. Pendant finition, la surface de finition de la pièce doit conserver une surépaisseur d'usinage uniforme, généralement 0,2-0,5 mm est approprié, donc que l'outil est dans un état stable pendant le processus d'usinage, qui peut réduire considérablement la déformation de coupe, obtenir une bonne qualité d'usinage de surface et assurer précision du produit.
compétences opérationnelles pour réduire la distorsion de traitement
Le ajustements de la méthode de fonctionnement pour réduire la déformation des pièces
en plus des raisons mentionnées ci-dessus, les pièces en aluminium se déforment pendant traitement. en fonctionnement réel, la méthode de fonctionnement est également très importante.
1. Pour pièces avec grandes surépaisseurs d'usinage, afin d'avoir de meilleures conditions de dissipation thermique pendant traitement et éviter la concentration de chaleur, traitement symétrique devrait être utilisé pendant traitement. Si il y a un 90mm feuille épaisse que doit être traité à 60 mm, si un côté est fraisé et l'autre côté est fraisé immédiatement, et la taille finale est traitée à la fois, la planéité atteindra 5 mm; si un traitement symétrique à alimentation répétée est utilisé, chaque côté est traité deux fois la taille finale peut garantir une planéité de 0,3 mm.
2. Si il y a plusieurs cavités sur les pièces en tôle, il n'est pas conseillé d'utiliser un méthode de traitement séquentiel pendant traitement, comme this causera facilement une contrainte inégale et une déformation des pièces. Multi-couches le traitement est adopté, et chaque couche est traitée dans toutes les cavités en même temps autant que possible, puis la couche suivante est traitée pour rendre les pièces uniformément sollicitées et réduire la déformation.
3. réduire la force de coupe et la chaleur de coupe en changeant la quantité de coupe. Parmi les trois éléments de la quantité de coupe, la quantité de a une grande influence sur la force de coupe. Si la surépaisseur d'usinage est trop grande, la force de coupe d'une passe est trop grande, qui déformera non seulement les pièces, mais affectera également la rigidité de la broche de la machine-outil et réduira la durabilité de l'outil. Si vous réduire la quantité de couteaux sauvegardés, l'efficacité de la production sera considérablement réduite. Cependant, fraisage à grande vitesse en CNC l'usinage peut surmonter problème. tout en réduisant la quantité d'accrochage arrière, tant que l'avance est augmentée en conséquence et que la vitesse de la machine-outil est augmentée, la force de coupe peut être réduite tout en assurant l'efficacité du traitement.
4. Le ordre du couteau devrait faire également attention à. l'usinage grossier met l'accent sur l'amélioration de l'efficacité d'usinage et la poursuite du taux d'enlèvement per unité temps. Généralement, le fraisage à l'envers peut être utilisé. Que consiste à éliminer l'excès de matière à la surface du flan avec la vitesse la plus rapide et le temps le plus court pour former essentiellement le contour géométrique nécessaire à la finition. Le l'accent mis sur la finition est de haute précision et de haute qualité, et le fraisage devrait être utilisé. Parce que l'épaisseur de coupe des dents de coupe diminue progressivement de le maximum à zéro pendant en descendant le fraisage, le degré d'écrouissage est considérablement réduit et en même temps le degré de déformation des pièces est réduit.
5. Le déformation de à paroi mince pièces dues au serrage pendant le traitement est difficile à éviter même pour la finition. afin de minimiser la déformation de la pièce, la pièce de pressage peut être desserrée avant que la taille finale du processus de finition ne soit atteinte, de sorte que la pièce à usiner peut être restaurée librement dans sa forme originale, puis légèrement comprimée, sous réserve du serrage rigide de la pièce à usiner (complètement à la main), de sorte que vous peut obtenir l'effet de traitement idéal. en bref, le point d'action de la force de serrage est le meilleur sur la surface d'appui, et la force de serrage devrait agir dans le sens d'une bonne rigidité de la pièce. dans le but d'assurer que la pièce ne se desserre pas, plus la force de serrage est petite, mieux c'est.
6. Quand usinage de pièces avec cavités, essayez de ne pas laisser la fraise plonger directement dans la pièce comme un foret, ce qui entraîne un espace insuffisant de rétention des copeaux de la fraise, une élimination non lisse des copeaux et une surchauffe, une expansion et un affaissement de la pièce . phénomènes défavorables tels que couteau et couteau cassé. Commencez par percer le trou avec un foret de la même taille que la fraise ou d'une taille supérieure, puis fraiser avec la fraise Alternativement, le logiciel de came peut être utilisé pour produire le programme de coupe en spirale.

obtenir votre sur mesure CNC le projet d'usinage de l'aluminium a commencé aujourd'hui
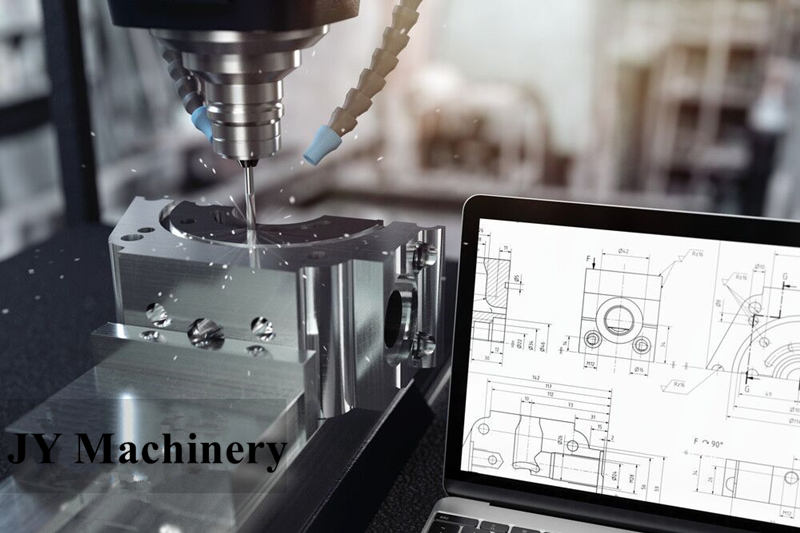
Quand vous nous envoyer des documents CAO 3D, JY les machines vous fourniront avec prix instantané, à la demande délai de livraison, ainsi que la conception pour la fabricabilité commentaires pour votre personnalisé CNC l'usinage des composants sur les matériaux et aussi la production de processus, pour s'assurer le composant peut rencontrer votre attentes ainsi que les demandes de budget
entrer en contact avec nous aujourd'hui pour un devis gratuit!
Skype: chatter sur Skype
Courriel: info@jycncmachining.com
Téléphone: +86 15905915652







Xiamen JY Machinery Technology Co.,Ltd










