
L'usinage par décharge électrique (edm) est un processus qui utilise l'énergie électrique et l'énergie thermique pour le traitement, couramment appelé usinage par décharge électrique. La différence entre l’Edm et l’usinage général est que l’outil ne touche pas la pièce pendant l’Edm, mais la décharge d’étincelle pulsée générée en permanence entre l’outil et le pièce la haute température locale et instantanée est utilisée pour éroder le matériau métallique. il y a une étincelle visible pendant la décharge, on l'appelle edm
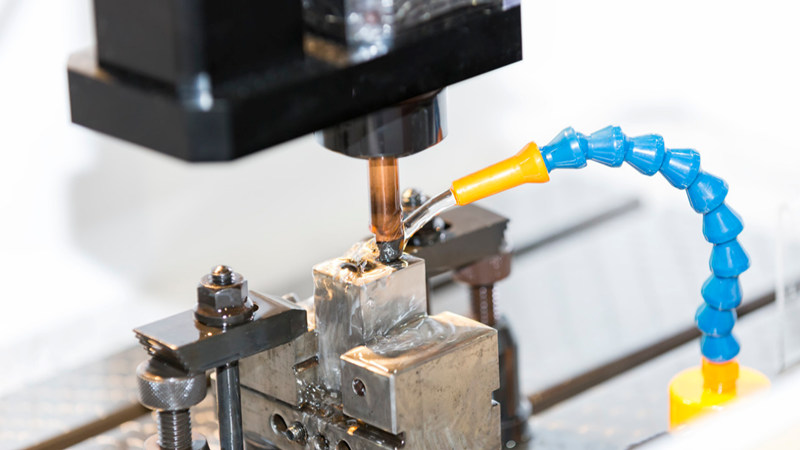
perforation par étincelle électrique.
Le traitement de perforation est le procédé le plus utilisé dans le domaine de l’EDM. Il est souvent utilisé pour le traitement de trous (trous ronds, trous carrés, trous polygonaux, trous façonnés), de trous courbes, de 4ql, de micro-trous, etc., tels que matrice froide, matrice de tréfilage, extrusion de divers types de trous et de petits trous sur la matrice, la buse et la filière. la précision dimensionnelle de la perforation est principalement assurée par la taille de l'électrode de l'outil et la distance de la décharge d'étincelle. le profil en coupe transversale de l'électrode est uniformément réduit par un espace d'usinage que la taille du trou prédéterminée, et la précision dimensionnelle est supérieure à la pièce, qui n'est généralement pas faible. à it7, la valeur de la rugosité de surface est inférieure à la pièce, et la rectitude, la planéité et le parallélisme ne sont pas plus de 0,01 mm sur une longueur de 100 mm.
le traitement de la cavité d'étincelle électrique comprend une matrice de forgeage, une matrice de moulage sous pression, une matrice d'extrusion, un moule en bakélite, une matrice en plastique et similaires. l'usinage de cavité est difficile, principalement parce qu'il ne passe pas le traitement des trous traversants, l'érosion du métal est importante, la circulation du fluide de travail et le produit de corrosion électrolytique sont mal exclus, et l'électrode de l'outil ne peut pas être compensée par nourrir après la perte; la seconde est que la zone de traitement change considérablement et que la cavité est compliquée, que la perte d'électrode n'est pas uniforme et que la précision du traitement est grandement affectée.t par conséquent la productivité du traitement de la cavité est faible et la qualité difficile à assurer. afin d'améliorer la précision de traitement de la cavité, en termes d'électrode, de cuivre pur et graphite ayant une résistance élevée à la corrosion sont utilisés comme électrode. De plus, le glaçage en surface de certains petits moules en plastique utilise également de l'EDM.







Xiamen JY Machinery Technology Co.,Ltd










